
Наша компания придает большое значение инвестированию в технологические инновации и исследования и разработки продуктов
Монте-Бьянко
Диапазон размеров
“Monte-Bianco Magnet" диапазон размеров и инспекции стандарт для заготовки
После спекания заготовок магнитов, мы начинали контроль размеров
Таблица 1: Общие стандарты проверки поверхностей прямоугольных заготовок
|
Общие стандарты проверки внешнего вида прямоугольных заготовок |
Диапазон размеров (единица измерения: мм) |
|||||
|
|
L: перпендикулярно направлению прессования B: направление прессования H: направление намагничивания |
|||||
|
30 ≤ L≤ 40 |
40 ≤ L≤ 60 |
60 ≤ L≤ 90 |
90 ≤ L≤ 150 |
|
||
|
Категория дефекта |
Схема |
Контроль качества |
||||
|
Плоский зазор |
|
L1 ≤ 1,2 В1≤ 1 H1 ≤ 1 |
L1 ≤ 1,5 В1≤ 1,2 H1 ≤ 1 |
L1 ≤ 1,7 В1≤ 1,5 H1 ≤ 1,2 |
L1 ≤ 2 В1≤ 1,6 H1 ≤ 1,5 |
|
|
Примеси |
|
D1 ≤ 0,3 |
D1 ≤ 0,5 |
D1 ≤ 1 |
D1 ≤ 1,5 |
|
|
Внутренняя трещина |
|
Внутренние трещины оцениваются как неквалифицированные |
||||
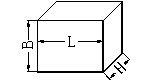
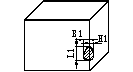
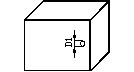
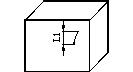
Таблица 2: Общие стандарты проверки поверхностей заготовки кольца
|
Принципиальная схема формы кольцевой заготовки |
Диапазон размеров (единица измерения: мм) |
||||
|
|
D: внешний диаметр кольца d: внутренний диаметр отверстия H: толщина (обычно будет направлением намагничивания) |
||||
|
60 ≤ D≤80 |
80 ≤ D≤100 |
100 ≤ D≤120 |
120 ≤ D≤140 |
||
|
Категория дефекта |
Схема |
Контроль качества |
|||
|
Щербина поверхности |
|
L1 ≤ 1,2 В1≤ 1 H1 ≤ 1 |
L1 ≤ 1,5 В1≤ 1,2 H1 ≤ 1 |
L1 ≤ 1,7 В1≤ 1,5 H1 ≤ 1 |
L1 ≤ 2 В1≤ 1,6 H1 ≤ 1 |
|
Примеси |
|
D1 ≤ 0,5 |
D1 ≤ 0,8 |
D1 ≤ 1 |
D1 ≤ 1,5 |
|
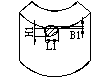
Щербина отверстия |
|
L1 ≤ 1,2 В1≤ 1 H1 ≤ 1 |
L1 ≤ 1,5 В1≤ 1,2 H1 ≤ 1 |
L1 ≤ 1,7 В1≤ 1,5 H1 ≤ 1 |
L1 ≤ 2 В1≤ 1,6 H1 ≤ 1 |
|
Внутренняя трещина |
|
Внутренние трещины оцениваются как неквалифицированные |
|||
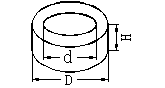


Таблица 3: Общие стандарты осмотра возникновения для цилиндрических заготовок
|
Принципиальная схема цилиндрической формы заготовки |
Диапазон размеров (единица измерения: мм) |
||||
|
|
D: внешний диаметр цилиндра H: толщина (обычно в направлении намагничивания) |
||||
|
10 ≤ D≤20 |
20 ≤ D≤40 |
40 ≤ D≤60 |
60 ≤ D≤80 |
||
|
Категория дефекта |
Принципиальная схема |
Условия ограничения дефекта |
|||
|
Щербина |
|
L1 ≤ 1 В1≤ 1 H1 ≤ 0,8 |
L1 ≤ 1,2 В1≤ 1,2 H1 ≤ 1 |
L1 ≤ 1,5 В1≤ 1,2 H1 ≤ 1 |
L1 ≤ 1,8 В1≤ 1,5 H1 ≤ 1 |
|
Примеси |
|
D1 ≤ 0,3 |
D1 ≤ 0,5 |
D1 ≤ 0,8 |
D1 ≤ 1,2 |
|
Внутренняя трещина |
|
Внутренние трещины оцениваются как неквалифицированные |
|||
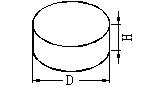
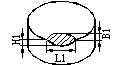
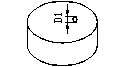

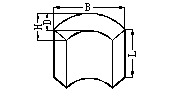
Таблица 4: Общие стандарты осмотра возникновения для дугообразных заготовок
|
Принципиальная схема внешнего вида заготовки плитки |
Диапазон размеров (единица измерения: мм) |
||||
|
|
L: длина B: ширина D: толщина H: высота дуги (D и H, как правило, направление намагничивания) |
||||
|
20 ≤ L≤40 20 ≤ B≤40 20 ≤H≤40 |
40 ≤ L≤60 20 ≤ B≤40 20 ≤H≤40 |
60 ≤ L≤80 30 ≤ B≤50 30 ≤H≤50 |
60 ≤ L≤80 40 ≤ B≤60 30 ≤H≤50 |
||
|
Категория дефекта |
Принципиальная схема |
Условия ограничения дефекта |
|||
|
Щербина |
|
L1 ≤ 1 В1≤ 1 H1 ≤ 1 |
L1 ≤ 1,2 В1 ≤ 1 H1 ≤ 1 |
L1 ≤ 1,5 В1≤ 1,2 H1 ≤ 1 |
L1 ≤ 1,5 В1≤ 1,2 H1 ≤ 1,2 |
|
Примеси |
|
D1 ≤ 0,3 |
D1 ≤ 0,5 |
D1 ≤ 0,8 |
D1 ≤ 1,2 |
|
Внутренняя трещина |
|
Внутренние трещины оцениваются как неквалифицированные |
|||

Примечания:
1. Вышеуказанное стандарт суждения общей квалификации компании для грубых продуктов. Когда этот стандарт не может удовлетворить требования клиентов, он будет реализован в соответствии со стандартами клиентов (когда у клиентов есть особые требования, они будут решены путем переговоров между двумя сторонами).
2. Название обычного внешнего дефекта относится к «щербина». Если трудно судить по визуальному осмотру, он может быть измерен штангенциркулем или проекцией для количественного определения суждения в мм, или его можно судить по объему недостающего угла/соответствующему объему спецификации мм3 <2%. После полного сообщения с клиентом, если отсутствующий угол не влияет на магнитный поток, магнитный поток можно использовать для окончательного суждения;
3. В дополнение к вышеуказанным 4 общим спецификациям, таким как трапециевидные (преобразованные в квадрат), изделия особой формы и т. д., Судят в соответствии с близкими спецификациями;
Требования к покрытию NdFeB
| Type of Coating | Type of CoatingThi ckness (μm) | Neutral SaltSpray Test (h) | Temperature & HumidityTest (h) |
PCT/HAST(h) | Operating Temperature (°C) |
|
| Zn(Bluish white) | 4~15 | ≤24 | / | / | ≤160 | |
| Zn(Colored) | 4~15 | ≤48 | / | / | ≤160 | |
| Ni(Barrel Plating) | 5~20 | ≤48 | ≤168 | ≤48 | ≤200 | |
| Ni(Rack Plating) | 5~20 | ≤16 | ≤168 | ≤48 | ≤200 | |
| NiCuNi(Barrel Plating) | 5~20 | ≤48 | ≤168 | ≤48 | ≤200 | |
| NiCuNi(Rack Plating) | 5~20 | ≤16 | ≤168 | ≤48 | ≤200 | |
| Epoxy | 5~20 | ≤72 | ≤72 | ≤48 | ≤160 | |
| Ni+Epoxy | 10~30 | ≤500 | ≤500 | ≤200 | ≤160 | |
| NiCu+Epoxy | 10~30 | ≤500 | ≤500 | ≤200 | ≤160 | |
| Ni+Sn | 5~20 | ≤72 | ≤168 | ≤96 | ≤200 | |
| Ni+Ag | 5~20 | ≤72 | ≤168 | ≤96 | ≤160 | |
| Ni+AU | 5~20 | ≤72 | ≤168 | ≤96 | ≤200 | |
| NiCuNi+Sn | 5~20 | ≤72 | ≤168 | ≤96 | ≤200 | |
| Ni+AP.Ni(Barrel Plating) | 3~20 | ≤72 | ≤168 | ≤48 | ≤160 | |
| Ni+AP.Ni(Rack Plating) | 3~20 | ≤24 | ≤168 | ≤48 | ≤160 | |
| PVD.AI | 2~15 | ≤24 | ≤168 | ≤24 | ≤400 | |
| The specific corrosion resistance of different products depends on the productspecifications. in general,temperature & humidity test and PCT/HAST tests are not conducted | ||||||
Требования к покрытию SMCO
| Type of Coating | Type of CoatingThi ckness (μm) | Neutral SaltSpray Test (h) | Temperature & HumidityTest (h) |
PCT/HAST(h) | Operating Temperature (°C) |
|
| Zn(Bluish white) | 4~15 | ≤24 | / | / | ≤160 | |
| Zn(Colored) | 4~15 | ≤48 | / | / | ≤160 | |
| Ni(Barrel Plating) | 5~20 | ≤48 | ≤168 | ≤48 | ≤200 | |
| Ni(Rack Plating) | 5~20 | ≤16 | ≤168 | ≤48 | ≤200 | |
| NiCuNi(Barrel Plating) | 5~20 | ≤48 | ≤168 | ≤48 | ≤200 | |
| NiCuNi(Rack Plating) | 5~20 | ≤16 | ≤168 | ≤48 | ≤200 | |
| Epoxy | 5~20 | ≤72 | ≤72 | ≤48 | ≤160 | |
| Ni+Epoxy | 10~30 | ≤500 | ≤500 | ≤200 | ≤160 | |
| NiCu+Epoxy | 10~30 | ≤500 | ≤500 | ≤200 | ≤160 | |
| Ni+Sn | 5~20 | ≤72 | ≤168 | ≤96 | ≤200 | |
| Ni+Ag | 5~20 | ≤72 | ≤168 | ≤96 | ≤160 | |
| Ni+AU | 5~20 | ≤72 | ≤168 | ≤96 | ≤200 | |
| NiCuNi+Sn | 5~20 | ≤72 | ≤168 | ≤96 | ≤200 | |
| Ni+AP.Ni(Barrel Plating) | 3~20 | ≤72 | ≤168 | ≤48 | ≤160 | |
| Ni+AP.Ni(Rack Plating) | 3~20 | ≤24 | ≤168 | ≤48 | ≤160 | |
| PVD.AI | 2~15 | ≤24 | ≤168 | ≤24 | ≤400 | |
| The specific corrosion resistance of different products depends on the productspecifications. in general,temperature & humidity test and PCT/HAST tests are not conducted | ||||||

Добавить:
№ 7, 8-я дорога Xingye, промышленная зона Chencun, Шунде, город Фошань, провинция Гуандун, Китай